
联系人:桂先生
手机:15705117266
乐发2电话:0515-88662192
乐发2传真:0515-88660855
网址:zg-zb.com
邮箱:ychnkj@163.com
地址: 盐城市盐都区大纵湖镇工业园区

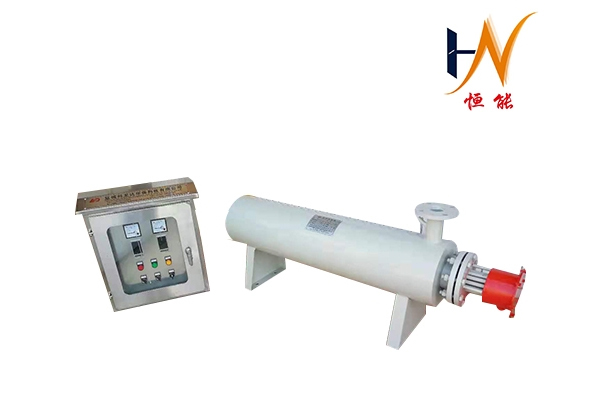
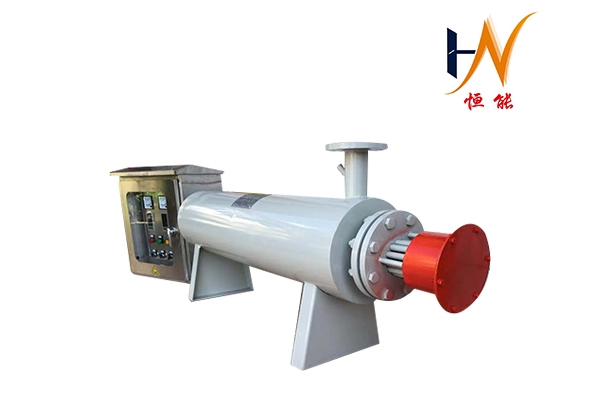
在风道加热器系统的制作中,焊接是十分重要的步骤。系统大部分是由管道进行输送的,所以管道和管道间、管道和其他部件之间的连接,除了螺栓连接外就是采用焊接的。先把法兰焊接到管进上,再通过螺栓连接将两个管道连接起来。由于管道内是甘热油,所以温度和压力都比较高,焊接的好坏直接影响了整个系统的质量。由此看出,焊接工艺在导热油系统的设计中是个不可或缺的步骤。焊接就是风道式电加热器局部迅速加热和冷却的一个过程,受到工件四周本体的拘束不能自由膨胀和收缩的焊接区域,工件冷却后会在焊件中产生焊接应力甚至变形。风道式电加热器有本体和控制系统两部分组成,发热元件采用不锈钢钢管做保护套管,高温电阻合金丝,结晶氧化镁粉,经压缩工艺成型.控制部分采用先进的数字电路,集成电路触发器、高反压可控硅等组成可调测温、恒温系统,保证了电加热器的正常运行。
电加热器在使用过程时,不可将易燃易爆物品放在电加热器附近或是边上,必须保持一定的安全距离。电加热器必须放在不导热的不燃材料基座上;电加热器导线的安全截流量必须满足电加热器的容量要求,工业用电加热器在任何情况下都要装置单独的电路。导线必须安装插头,不可将电加热器线头直接插入插座;电加热器导线老化破损应及时更换,电路中没有安装熔断器的电加热器不得使用;电加热器使用时必须有人看管,离开时应拔掉插头,在使用过程中,若遇停电,也应及时将电加热器插头拔出,不要遗忘。对于多次修理的电阻丝,最好不再使用,应更换新的电阻丝。易燃易爆物品严禁用电加热器烘干;电烘箱应有控制温度的装置,既要防止温度过高,又要防止电加热器烘烤时间过长。

乐发2陶瓷电加热圈具有通常都是选用陶瓷条进行穿丝方法,功率相对比一般的要高很多倍。陶瓷电加热圈运用起来具有十分多的优势,传热快,作业也对比稳定,发热也对比均匀,温度不外泄,外罩用手接触不棘手,作业也对比安全。在以后的应用中包括铸铝电加热圈,铸铜电加热圈,箱式回火炉等等类型。依据不一样的运用特色能够将其包含铸铝的电加热圈以及铸铜的电加热圈等等。陶瓷电加热圈依照不一样的运用方式能够将其分为箱式的回火炉以及井式的回火炉等等类型,不一样的类型会有不一样的特色。外部包通常都是不锈钢制造而成的一种高效热分部均匀的加热器,保证热面温度均匀,消除了设备的热门和冷点。
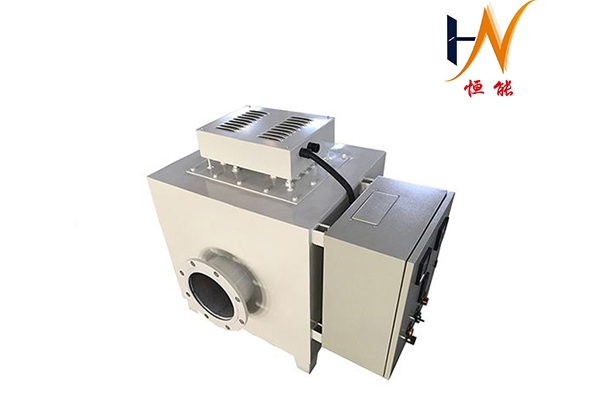
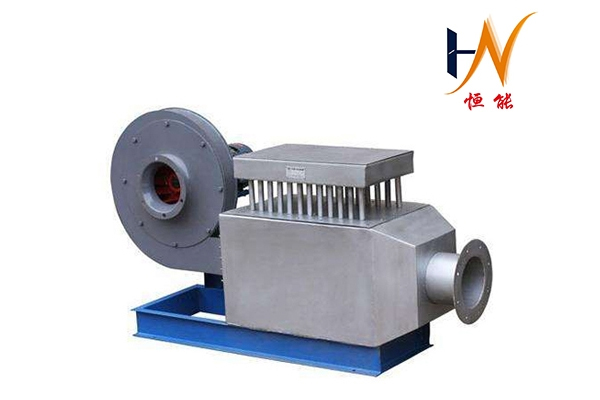
风道加热器主要用于风道中的空气加热,规格分为低温、中温、高温三种形式,在结构上的共同之处是采用钢板支撑电热管以减少电热管的振动,接线盒中都装有超温控制装置。另在控制方面除装有超温保护外,还在风机与加热器之间加装联运装置,以确保电加热器起动必须在风机起动之后,在加热器前后加一差压装置,以防风机故障,通道加热器加热的气体压力一般不应超过0.3Kg/cm2,如需超过以上压力,请选用循环式电加热器;低温型加热器气体加热最高温度不超过160℃;中温型不超过260℃;高温型不超过500℃。对接安装,插入式安装,分口安装,入口安装等安装方式。
首先,是管道加热器的控制箱使用的温度要求,环境温度不高于+40℃,24小时平均温度不高于+35℃,环境空气温度下限为-5℃。当温度为+40℃时,空气清洁,盐城管道电加热器相对湿度不超过50%。在较低的温度下,允许较高的相对湿度,例如,+20℃的相对湿度为90%,考虑到温度变化可能会偶尔出现适度的冷凝。管道加热器的控制箱使用有什么要求?其他方面,管道加热器的控制箱使用,污染等级为三级。安装现场的标高不得超过2000米。管道电加热器厂家地面垂直安装。安装倾斜度不得超过5度。没有严重振动和冲击的地方不足以腐蚀开关设备和部件。运输和储存温度在-25℃至+55℃之间,在短时间内(不超过24小时)可达到+70℃。
主要应用于电热水壶等电器。加热圈外包以薄金属板(铝板、不锈钢板等)典型应用例如电热水瓶。将金属管状电热元件铸于铝盘、铝板中或焊接或镶嵌于铝盘、铝板之上即构成各种形状的电加热盘、电加热。将电能转变成热能以加热物体。电能利用的一种形式。与一般燃料加热相比,用电热合金丝作发热材料。电加热可获得较高温度(如电弧加热,温度可达3000℃以上)易于实现温度的自动控制和远距离控制,车载电加热杯。铸铝电加热圈,铸铜电加热圈,法兰式电加热管很方便。可按需要使被加热物体坚持一定的温度分布。电加热能在被加热物体内部直接生热,因而热效率高,升温速度快,并可根据加热的工艺要求,实现整体均匀加热或局部加热(包括外表加热)容易实现真空加热和控制气氛加热。





