
联系人:桂先生
手机:15705117266
电话:0515-88662192
传真:0515-88660855
网址:zg-zb.com
乐发2邮箱:ychnkj@163.com
乐发2地址: 盐城市盐都区大纵湖镇工业园区
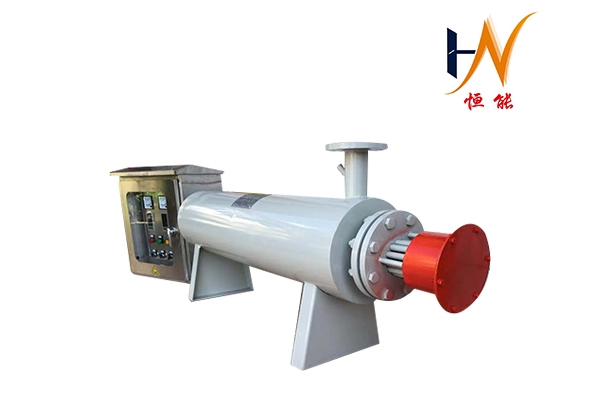
电加热器在使用过程时,不可将易燃易爆物品放在电加热器附近或是边上,必须保持一定的安全距离。电加热器必须放在不导热的不燃材料基座上;电加热器导线的安全截流量必须满足电加热器的容量要求,工业用电加热器在任何情况下都要装置单独的电路。导线必须安装插头,不可将电加热器线头直接插入插座;电加热器导线老化破损应及时更换,电路中没有安装熔断器的电加热器不得使用;电加热器使用时必须有人看管,离开时应拔掉插头,在使用过程中,若遇停电,也应及时将电加热器插头拔出,不要遗忘。对于多次修理的电阻丝,最好不再使用,应更换新的电阻丝。易燃易爆物品严禁用电加热器烘干;电烘箱应有控制温度的装置,既要防止温度过高,又要防止电加热器烘烤时间过长。
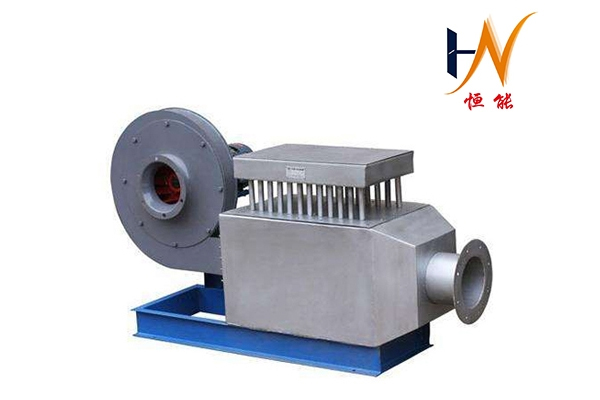
乐发2风道加热器在工业生产中使用最多的三种方式为:高温加热、中温加热、低温加热这三种,主要应用于通过风道中的空气来进行加热的;这三方加热方式都有相似的地方,也有不同之处。相同点:三种方式在结构上均采用了用钢板支撑电热管以减少风机停止时电热管的振动,同样在接线盒中都装有超温控制装置。不同点:在控制方面除装有超温保护外,还在风机与加热器之间加装联运装置,以确保电加热器起动必须在风机起动之后,在加热器前后加一差压装置,以防风机故障;低温型可直接安装在风道上,而中温型、高温型由于结构上的不同,在通道外壁至加热器接线盒夹有100mm 厚的保温材料,这主要是减少整个通道的对外散热和接线腔内的温度,通道加热器加热的气体压力一般不应超过0.3Kg/cm2,如需超过以上压力,请选用循环式电加热器;低温型加热器气体加热最高温度不超过160℃;中温型不超过260℃;高温型不超过500℃。
在风道加热器系统的制作中,焊接是十分重要的步骤。系统大部分是由管道进行输送的,所以管道和管道间、管道和其他部件之间的连接,除了螺栓连接外就是采用焊接的。先把法兰焊接到管进上,再通过螺栓连接将两个管道连接起来。由于管道内是甘热油,所以温度和压力都比较高,焊接的好坏直接影响了整个系统的质量。由此看出,焊接工艺在导热油系统的设计中是个不可或缺的步骤。焊接就是风道式电加热器局部迅速加热和冷却的一个过程,受到工件四周本体的拘束不能自由膨胀和收缩的焊接区域,工件冷却后会在焊件中产生焊接应力甚至变形。风道式电加热器有本体和控制系统两部分组成,发热元件采用不锈钢钢管做保护套管,高温电阻合金丝,结晶氧化镁粉,经压缩工艺成型.控制部分采用先进的数字电路,集成电路触发器、高反压可控硅等组成可调测温、恒温系统,保证了电加热器的正常运行。

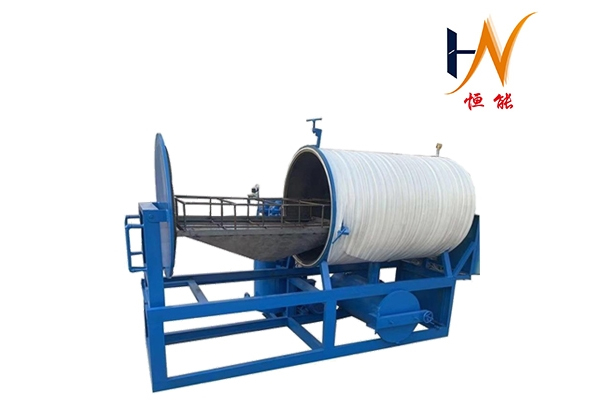
1、本设备以电能为热源,清洁卫生,无烟尘、无环境污染、对设备无腐蚀,河南立式真空烧网炉对操作工人健康无影响;2、热效率高,可达 95%,在工艺条件下升温快、温度均匀;3、压力低,在较低的工作压力下,能获得较高的工作温度,压力仅为饱和蒸汽的七 十分之一,立式真空烧网炉价格完全无跑、冒、滴、漏现象,安全可靠,无须 24 小时专人值守;4、温度调节范围广,温度控制精度高,具有完备的运行控制和安全监测装置,油炉温度控制在±1℃,简单易操作

一、设备特征导热油加热机组是一种新型环保的热能转换设备。二、工作原理以电力为能源,通过电热元件将电能转换成热能;以有机热载体(导热油)作为传热介质,通 过高温油泵将导热油在系统中进行强制性循环,使其被周而复始的加热,从而达到满足 需热设备连续获得所需热能的目的;并可满足生产流程中设定的工艺 温度以及高精度控温的要求。三、设备组成通常导热油加热机组由主机(加热体、高温油泵及过滤器)、高位槽、低位槽、控制柜、管路等作为一整套设备与用热设备共同组装形成强制性液相循环的加热系统。

1.电加热管采用外绕波纹式不锈钢带,增加了散热面积,大大提高了热交换效率。2.加热器设计合理,风阻小,加热均匀,无高、低温死角。3.双重保护,安全性能好。在加热器上安装了温控器、熔断器,可以用来控制风道空气温度超温和无无风的情况下工作,确保万无一失。风道加热器产品应用:加热空气,用于各种不同物质的干燥/硫化,热处理,再加热和除湿及其他类似应用4.能使空气加热到很高的温度,可达450摄氏度,壳体温度只有50度左右。





